-


-
-


-



WeChat


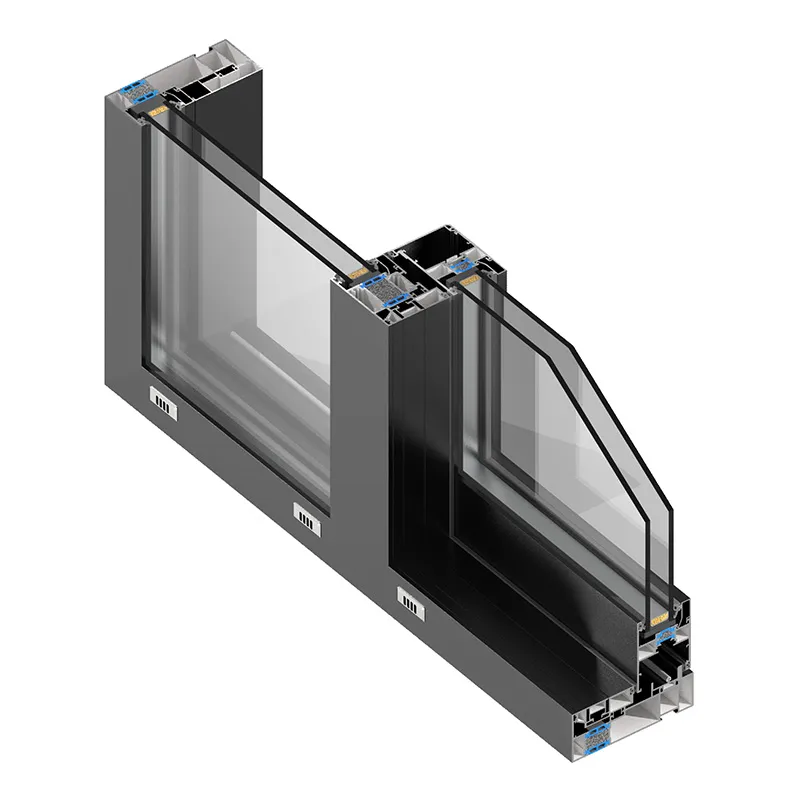
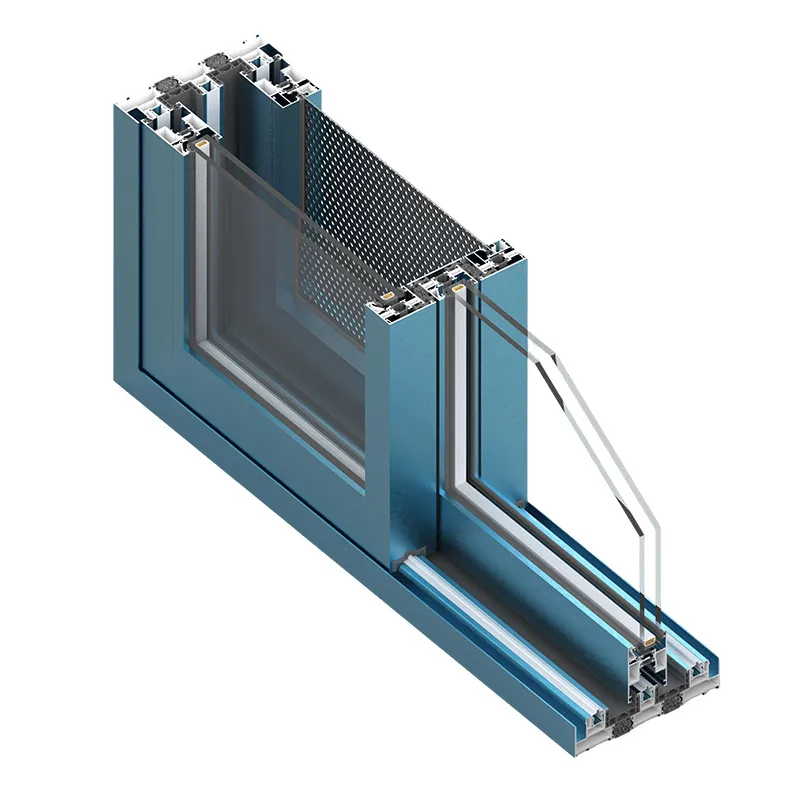
Когда говорят про двери с боковым прижимом и повышенной герметичностью, многие сразу представляют себе просто уплотнитель потолще да замок понадёжнее. На деле же — это целая система, где мелочей не бывает. Самый частый прокол, который вижу на объектах — ставят хороший профиль, но экономят на фурнитуре или не понимают, как именно боковой прижим должен работать в связке с геометрией коробки. Герметичность — она не только от количества контуров зависит, а от того, как створка ложится по всему периметру под разными нагрузками. Вот об этом и хочу порассуждать, исходя из того, что приходилось и собирать, и разбирать после неудачных монтажей.
Если брать технически, то боковой прижим — это не одна точка, а целый механизм распределения усилия. Часто ошибочно думают, что главное — это сила, с которой створка давит на раму. На деле важнее равномерность. Видел двери, где вверху зазор почти нулевой, а внизу — просвет. И всё из-за неправильно рассчитанного места установки ответных планок или неверной регулировки петель. Особенно это критично для высотных створок.
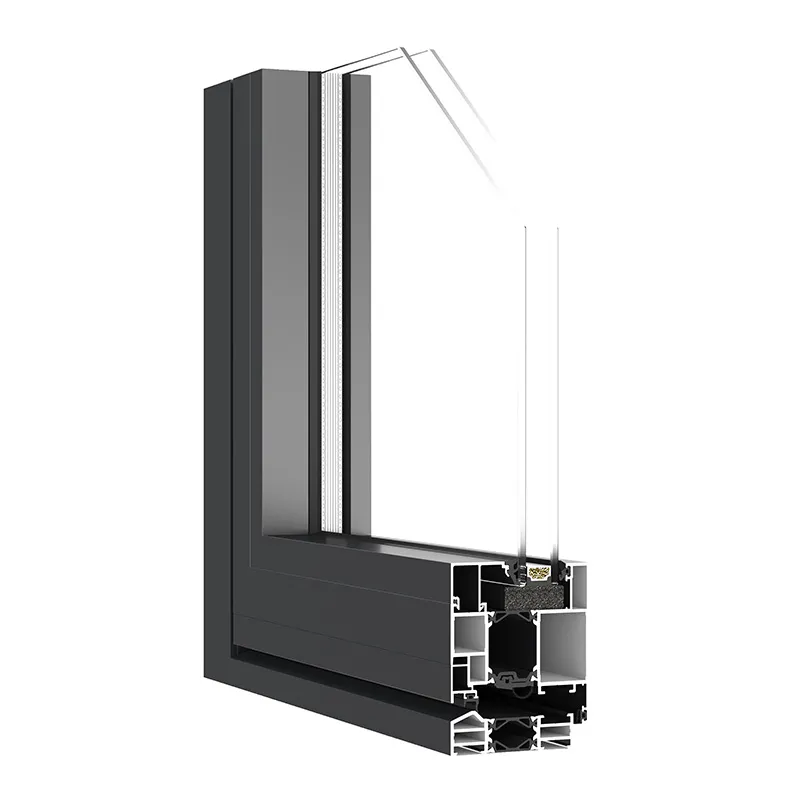
Здесь как раз важен опыт в разработке пресс-форм для профилей. Нужно понимать, как поведёт себя алюминий при температурных деформациях, куда ?уйдёт? усилие от замка. Компания ООО Шаньси Цзянькэ Энергосберегающие Материалы в своей работе как раз делает упор на это — знание физики материала по всей цепочке. Недостаточно просто сделать жёсткий профиль, нужно, чтобы и фурнитурный паз, и места под уплотнители были рассчитаны с запасом на эту самую деформацию. Иначе весь боковой прижим работает вхолостую.
Из практики: был случай на одном объекте с панорамными дверями. Заказчик жаловался на сквозняк, хотя уплотнители были трёхконтурные. Оказалось, прижимные ролики были выставлены только на среднее усилие, а профиль, из-за большой площади, ?играл? на солнце. Пришлось переставлять ответные части, смещая точки прижима ближе к углам, и добавлять промежуточные ригели. После этого герметичность вышла на паспортные значения. Это к вопросу о стандартах системы материалов — они должны быть не на бумаге, а в металле.
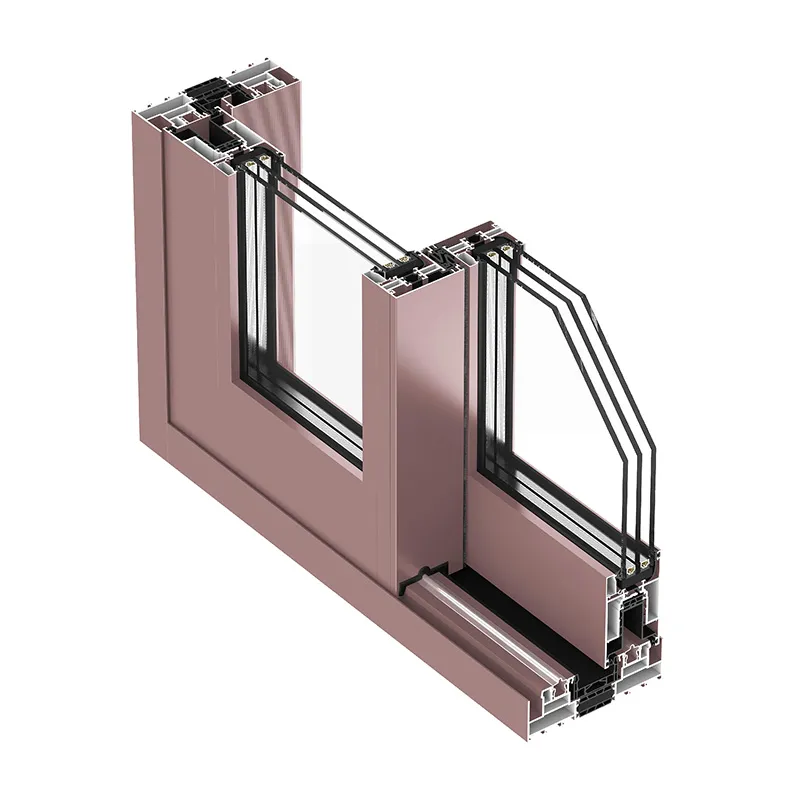
Повышенная герметичность — это, опять же, системный параметр. Можно поставить самый мягкий и толстый уплотнитель, но если створка при закрытии не создаёт равномерного давления по всему контуру, то толку мало. Уплотнитель должен не просто заполнять зазор, а работать под напряжением, создавая обратное усилие. Это достигается точным расчётом глубины и формы паза под него в профиле.
Тут вспоминается работа над стандартами технологической системы, которые у нас в компании (https://www.sxjkjncl.ru) всегда идут в связке со стандартами оборудования. Например, для проверки герметичности готового блока мы используем не только визуальный контроль, но и тестовые стенды с созданием перепада давления. Бывало, что партия уплотнителей от нового поставщика внешне была идентична, но по эластичности не дотягивала. На стенде это сразу видно — падение параметров. Поэтому так важно контролировать всю цепочку, а не только конечную сборку.
Ещё один нюанс — совместимость материалов. Резина EPDM для уплотнителя и полиамид для термомоста в алюминиевом профиле имеют разные коэффициенты температурного расширения. Если не учесть это на этапе проектирования пресс-формы, то зимой или летом можно получить или слишком сильное сжатие, или щель. Это та самая ?физика продукции полной цепочки?, знание которой позволяет избежать таких косяков.
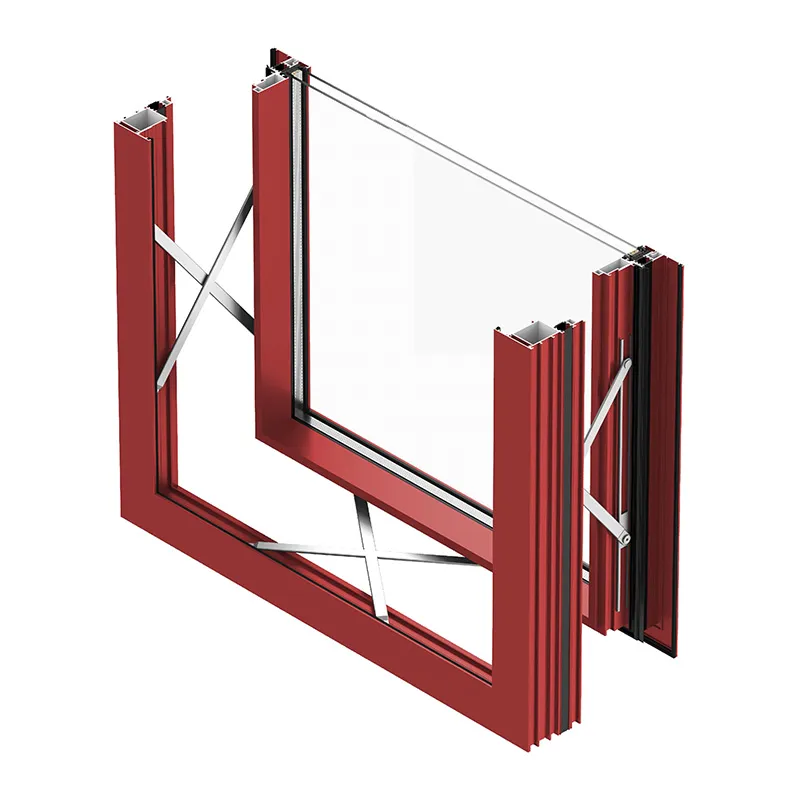
Признаюсь, не всегда всё шло гладко. Был проект, где мы поставили двери с, как нам казалось, идеально рассчитанным боковым прижимом. Но на объекте монтажники, пытаясь выровнить блок по уровню в кривой проём, слегка перетянули анкеры, создав микродеформацию коробки. В результате в одном из углов прижимной ригель стал задевать за ответную часть ещё до полного закрытия, нарушая всю геометрию прилегания. Герметичность, естественно, упала.
Этот случай заставил серьёзно пересмотреть стандарты системы обслуживания продукции. Теперь в инструкции для монтажников отдельным пунктом идёт не только порядок установки, но и контрольные точки замеров усилия закрывания после фиксации рамы. Плюс — обучение. Потому что даже самая совершенная система может быть загублена на последнем этапе.
Ещё один урок — важность подготовки проёма. Двери с повышенной герметичностью требуют идеально ровной плоскости установки. Любой перекос, который пытаются компенсировать регулировкой петель, убивает саму идею равномерного прижима. Иногда приходится настаивать на дополнительном штукатурном слое или использовании клиньев особой формы, что, конечно, не всегда нравится строителям. Но тут уж компромисс чреват последствиями.
Дверь — не самостоятельный элемент, а часть фасада или внутренней перегородки. Её герметичность и работа бокового прижима напрямую зависят от того, как она интегрирована в общую конструкцию. Например, примыкание к стенам из газобетона и к монолиту требует разных решений по анкеровке и оформлению откосов. Если узел примыкания сделан небрежно, то даже идеально работающий прижим по периметру створки не спасёт от сквозняков по краям коробки.
Разрабатывая стандарты технической системы, мы в ООО Шаньси Цзянькэ Энергосберегающие Материалы обязательно рассматриваем типовые узлы сопряжения с разными типами стен. Это не просто картинки в каталоге, а реальные расчёты на нагрузку и температурные перемещения. Часто для объектов с повышенными требованиями (например, медицинские учреждения) мы делаем индивидуальные расчёты узлов, потому что типовое решение может не сработать из-за специфики микроклимата.
Важный момент — вентиляция. Дверь с боковым прижимом, обладающая высокой герметичностью, фактически герметично закрывает помещение. Это требует продуманной системы приточно-вытяжной вентиляции, иначе неизбежны проблемы с конденсатом, особенно на алюминиевых профилях. При проектировании мы всегда акцентируем на этом внимание заказчика, предлагая варианты со скрытыми клапанами или указывая на необходимость согласования с вентиляционщиками.
Сейчас много говорят об ?умных? дверях с датчиками давления и электроприводами. Но, по моему мнению, основа — это по-прежнему механика и материалы. Дальнейшее развитие видится в композитных уплотнителях, которые меняют свои свойства в зависимости от температуры, или в более сложных системах прижима с несколькими независимыми контурами, управляемыми одним запорным механизмом.
Наша работа над стандартами программной системы как раз отчасти про это — создание цифровых двойников дверей, которые позволяют заранее, на этапе проектирования, симулировать поведение системы при разных ветровых нагрузках и температурах. Это дорого, но для сложных объектов экономит массу времени и средств на доработках.
Возвращаясь к началу. Двери с боковым прижимом и повышенной герметичностью — это не продукт, а результат. Результат точного расчёта, качественных материалов, проверенной фурнитуры и, что не менее важно, грамотного монтажа. Без любого из этих звеньев вся цепочка рвётся. И опыт, в том числе горький, только подтверждает, что в нашем деле лучше один раз просчитать и проверить на стенде, чем десять раз переделывать на уже сданном объекте. Главное — не забывать, что за всеми стандартами и технологиями стоит простая цель: чтобы дверь закрывалась тихо, плотно и на десятилетия.