-


-
-


-



WeChat


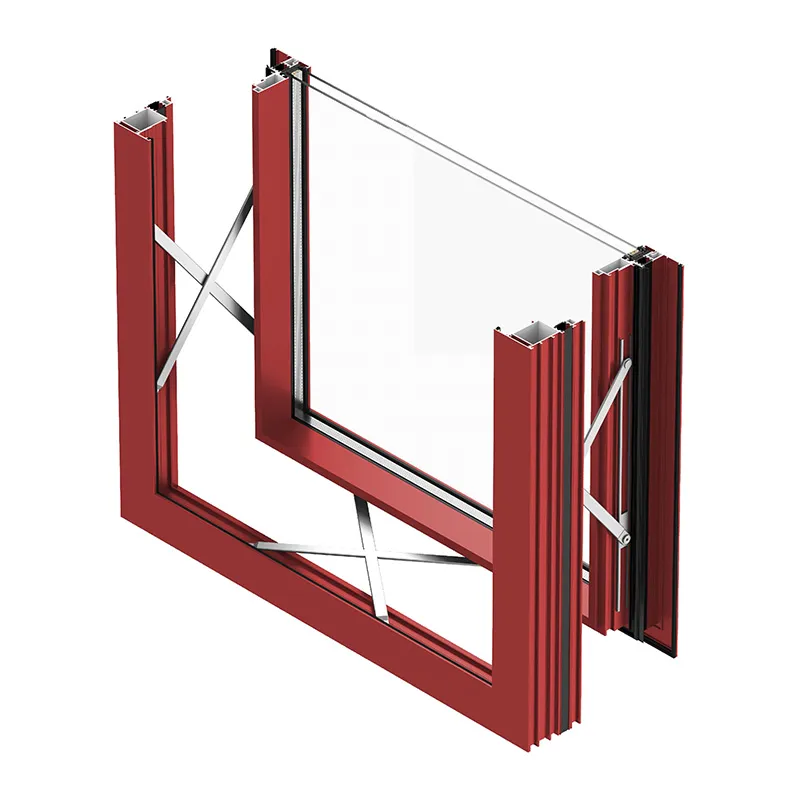
Когда говорят ?двусторонние ручки?, многие сразу представляют себе простую фурнитуру для створки. На деле же, особенно в контексте современных алюминиевых систем, это один из самых сложных в отработке узлов, где сходятся требования по эргономике, механике, термовставке и, что часто упускают из виду, по технологичности пресс-формы. Именно последний пункт — где часто кроется подводный камень.
Основная ошибка — рассматривать её как отдельный аксессуар. В наших проектах для ООО Шаньси Цзянькэ Энергосберегающие Материалы мы сразу закладываем двусторонние ручки в общую схему профиля. Почему? Потому что место под установку — это всегда компромисс между сечением термомоста, усилием на запирание и жёсткостью самого профиля. Бывало, красивый дизайн ручки от европейского поставщика просто не вписывался в габариты камеры, пришлось полностью переделывать конфигурацию паза.
Здесь пригодился наш опыт в разработке пресс-форм. Недостаточно просто сделать литниковую систему — нужно точно рассчитать усадку сплава именно в зоне крепления ручки, иначе позже возникнут проблемы с люфтом или, что хуже, с напряжением металла. Один раз уже попадали: ручка встала идеально, но после двух лет эксплуатации в районе крепёжного узла по профилю пошла микротрещина. Причина — остаточные напряжения в отливке, которые не сняли термической обработкой. Теперь это обязательный пункт проверки.
Кстати, о поставщиках. Мы долго сотрудничаем с заводом, чьи данные есть на https://www.sxjkjncl.ru, именно потому, что они понимают эту связку ?пресс-форма — профиль — фурнитура?. Их команда не просто продаёт профиль, а может дать рекомендации по доработке техкарты под конкретный тип двусторонней ручки, особенно если речь о противовзломных сериях, где требования к прочности крепления на порядок выше.
Заказчик всегда хочет, чтобы ручка была удобной, с плавным ходом и современным дизайном. Но как это реализовать в алюминии? Плавность хода часто зависит от паза в профиле и от самой ручки. Если паз выполнен с отклонениями, даже самая дорогая фурнитура будет работать плохо. Мы настаиваем на том, чтобы оснастку для паза под двусторонние ручки делали с допусками не хуже ±0.1 мм. Это удорожает пресс-форму, но избавляет от головной боли на сборке.
Ещё один нюанс — покрытие. Анодирование или порошковая покраска? Для ручек, которые будут постоянно на солнце и на морозе, мы рекомендуем комбинированный вариант: анодный слой как основа, потом покраска. Но здесь важно, чтобы покрытие не накапливалось в пазу, иначе ручку потом не установить. Приходится маскировать паз при покраске, а это дополнительные операции. В своё время для одного объекта в Сочи мы этого не учли — в итоге на объекте пришлось вручную зачищать каждый паз. Урок на будущее.
Дизайн — отдельная тема. Сейчас в тренде минимализм, ручки почти заподлицо с профилем. Красиво, но с точки зрения механики — сложнее. Точка приложения силы смещается, требуется более жёсткий внутренний механизм. Мы несколько раз тестировали такие модели и пришли к выводу, что лучше не экономить на внутреннем стальном сердечнике, даже если это увеличивает конечную стоимость. Дешёвый замковый механизм в такой ручке выходит из строя за сезон.
Всё, что было сделано идеально на заводе, можно испортить на объекте. Монтаж двусторонних ручек — это критически важный этап. Инструкции часто игнорируют два момента: температурный зазор и момент затяжки крепёжных винтов.
Алюминий расширяется, поэтому если ручку поставить вплотную к уплотнителю летом, зимой она может начать задевать раму или, наоборот, образовать щель. Мы всегда оставляем зазор в 0.5-1 мм, но объяснить это монтажникам бывает сложно — им кажется, что это брак. Приходится проводить инструктаж прямо на объекте, показывать на примерах.
С винтами — история отдельная. Перетянешь — сорвёшь резьбу в алюминии, недотянешь — будет люфт и стук. Мы даже разработали для своих проектов простой динамометрический ключ с ограничением момента, который поставляем вместе с комплектом фурнитуры. Это незначительная статья расходов, но она сэкономила нам сотни часов на гарантийных выездах. Кстати, этот подход к системе обслуживания продукции мы как раз и отрабатывали в рамках стандартов для Шаньси Цзянькэ.
Самая частая проблема на объекте — это когда ручку ставят на уже застеклённую створку. Доступ к креплениям ограничен, велик риск поцарапать покрытие. Наш совет — всегда устанавливать двусторонние ручки до монтажа стеклопакета. Это кажется очевидным, но, поверьте, на стройке такое правило нарушают постоянно.
Ручка не живёт сама по себе. Она связана с запорным механизмом, с уплотнениями, с петлями. Например, если геометрия створки ?повела? после остекления, ручка будет работать туже. Или если неправильно отрегулированы ножницы, то при запирании ручка будет упираться. Нужно смотреть на систему в сборе.
Мы всегда тестируем новые двусторонние ручки на стенде вместе с полным комплектом фурнитуры. Иногда выясняется, что из-за конструкции ручки невозможно установить микролифт нужного типа. Или что в определённом положении она блокирует доступ к регулировочному винту петли. Такие мелочи всплывают только при комплексной проверке.
Ещё один момент — совместимость с автоматикой. Всё больше проектов идут с электроприводами. Ручка должна иметь возможность установки микровыключателя для передачи сигнала о положении ?закрыто/открыто?. И здесь опять встаёт вопрос о внутреннем пространстве профиля. Приходится заранее, на этапе проектирования пресс-формы, закладывать дополнительный канал для проводки. Это тот самый случай, когда стандарты технологической системы, о которых говорит компания на своём сайте, перестают быть абстракцией и становятся конкретным техзаданием для инженера.
В конце концов, всё упирается в стоимость. Дешёвая двусторонняя ручка из силумина может снизить цену окна на 5-7%, но увеличит риски гарантийных случаев в разы. Мы считаем, что экономить здесь — себе дороже. Лучше заложить в проект качественную фурнитуру с известным именем, даже если это означает использование более дорогого профильного решения для её корректного монтажа.
Наш опыт, в том числе в партнёрстве с такими производителями, как ООО Шаньси Цзянькэ, показывает: надёжность окна на 90% определяется не маркой алюминия, а тем, насколько грамотно подобраны и интегрированы все его компоненты. Двусторонняя ручка — это как раз тот элемент, который находится на стыке механики, эргономики и дизайна, и её нельзя выбирать по остаточному принципу.
Поэтому сейчас, когда к нам приходят с запросом на разработку новой системы, мы сначала спрашиваем: ?А какую ручку вы планируете ставить?? И уже от этого ответа пляшем дальше — проектируем профиль, термомост, пресс-форму. Это обратный, казалось бы, подход, но он экономит массу времени и средств на последующих этапах. Проверено не на одной тысяче метров профиля.