-


-
-


-



WeChat


Вот о чём редко говорят в каталогах, но каждый раз приходится объяснять на объекте: многие до сих пор путают обычные ручки и ручки с квадратным штифтом вставного типа, считая разницу чисто конструктивной прихотью. На деле — это принципиально разные решения для разных задач монтажа и эксплуатации. Если коротко, то вся суть в надёжности узла крепления к створке, особенно когда речь идёт о тяжёлых или часто используемых конструкциях. Сейчас поясню на живых примерах.
Чаще всего проблему видят не в самой ручке, а в профиле. Приходят запросы: ?фурнитура люфтит? или ?не держит регулировку?. Начинаешь разбирать — а там банально стоит стандартная ручка с круглым штифтом, вкрученная в подготовленное отверстие в профиле. Для лёгких межкомнатных перегородок — может, и пройдёт. Но для входной группы, балконного блока или большого панорамного окна — это гарантированная проблема через полгода-год. Штифт начинает проворачиваться, крепёж разбалтывается, геометрия створки плывёт.
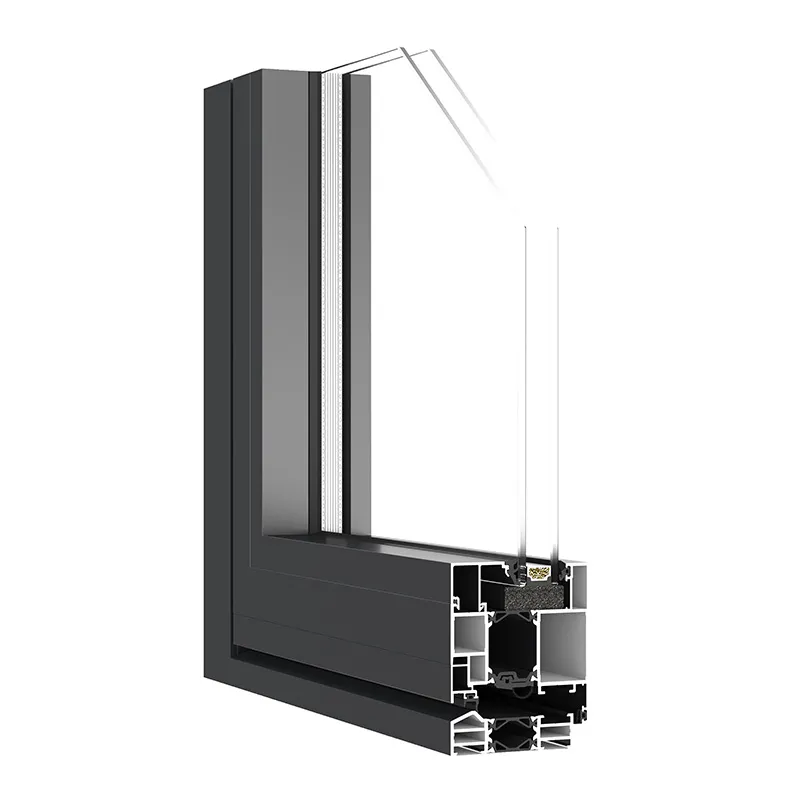
Именно здесь квадратный штифт вставного типа показывает своё ключевое преимущество. Он не просто вкручивается, а вставляется в специальное квадратное гнездо фурнитурного паза и фиксируется механически. Это даёт абсолютно жёсткую сцепку, без малейшего намёка на проворот. Но и это не главное. Главное — правильная подготовка профиля под такую ручку. Если канал под квадрат не соответствует стандарту или сделан с перекосом, вся затея теряет смысл.
Вот с этим мы и столкнулись несколько лет назад, работая над серией профилей для холодного остекления коммерческих объектов. Заказчик требовал гарантированную цикличность и нагрузку. Стандартные решения не проходили по тестам. Пришлось глубоко погружаться в стандарты пресс-форм и физику процесса. Кстати, тогда же вышли на коллег из ООО Шаньси Цзянькэ Энергосберегающие Материалы. Их подход к разработке пресс-форм и понимание полной цепочки свойств алюминиевого профиля очень перекликался с нашей задачей. Не реклама, а констатация: когда видишь, что кто-то так же скрупулёзно прорабатывает стандарты технологической системы, включая оборудование, — это вызывает уважение. Их материалы можно найти на sxjkjncl.ru.
Итак, вернёмся к квадратному штифту. Его эффективность на 90% определяется качеством и точностью паза в профиле. Этот паз формируется на этапе экструзии, и здесь любая неточность пресс-формы или режима выдавливания фатальна. Паз должен иметь чёткие грани, минимальные допуски по размерам и идеальную чистоту поверхности — без заусенцев и грата.
На практике часто бывает иначе. Особенно с бюджетными профилями. Паз может быть ?заваленным?, с округлёнными углами или просто меньшего размера. В такой паз квадратный штифт либо не встанет, либо сядет с огромным усилием, деформируя тонкие стенки профиля. А бывает наоборот — паз слишком свободный, и штифт ?болтается?, сводя на нет всю идею жёсткого соединения. Мы однажды получили партию профиля, где паз был, но его размер ?гулял? в пределах почти миллиметра по длине изделия. Ставить вставные ручки было невозможно — каждая требовала индивидуальной подгонки, что в серийном производстве неприемлемо.
Пришлось возвращаться к поставщику профиля и детально разбирать техпроцесс. Оказалось, проблема была в износе направляющих в пресс-форме. Это типичный пример, когда экономия на обслуживании оснастки приводит к браку на конечном изделии. После этого случая мы всегда запрашиваем у поставщиков профиля не только сертификаты на сплав, но и отчёт о контроле геометрии критических пазов, включая тот самый, под квадратный штифт.
Казалось бы, что сложного — кусок металла квадратного сечения. Но и здесь есть нюансы. Чаще всего штифт делают из оцинкованной или нержавеющей стали. Второй вариант, конечно, предпочтительнее для уличных конструкций, но и дороже. Однако важнее не марка стали, а твёрдость и точность калибровки.
Слишком мягкий штифт может со временем ?слизаться? в пазу, особенно при активной эксплуатации. Слишком твёрдый и с острыми гранями — будет работать как фреза, постепенно развальцовывая паз в более мягком алюминии. Идеальный вариант — штифт из качественной конструкционной стали с калёной поверхностью и точно снятыми фасками на торцах. Он должен входить в паз с ощутимым, но ровным сопротивлением, ?со щелчком?. Если для установки нужно бить молотком — это плохой признак. Если он входит слишком свободно — это брак.
Мы в своё время перепробовали штифты от пяти разных производителей фурнитуры. Остановились на двух. У одного — идеальное сочетание цены и качества для объектов эконом- и среднего класса. У второго — штифты идут в комплекте с премиальными ручками, там и материал, и обработка на уровне, но и цена соответствующая. Для большинства жилых объектов хватает первого варианта.
Допустим, профиль и фурнитура качественные. Теперь — монтаж. Казалось бы, что может быть проще: вставить штифт в паз и закрутить ручку. Но и здесь есть подводные камни, которые могут испортить всё.
Первое — ориентация штифта. Он должен входить в паз ровно, без перекоса. Если монтажник начинает его ?задирать? или ?заваливать?, пытаясь попасть в ответное отверстие ответной части ручки на створке, он неизбежно повреждает грани паза. Правильная последовательность: сначала полностью вставить и seated квадратный штифт в паз на раме, убедиться, что он сел до упора и не проворачивается. Только потом совмещать его с ответной частью на створке и производить финальную фиксацию.
Второе — усилие затяжки. Крепёжные винты ручки нужно затягивать динамометрическим ключом с умеренным усилием. Перетяжка приводит к деформации лицевого плато ручки и создаёт избыточное напряжение в узле крепления. Недотяжка — к люфту. К сожалению, на 99% объектов никто не пользуется динамометрическими ключами, всё делается ?на глазок? шуруповёртом. Отсюда и плавающее качество.
Мы для своих объектов собирали небольшие монтажные чемоданчики с необходимым инструментом, включая ключ с ограничением момента. И проводили обязательный инструктаж для бригад. Разница в результате и в количестве рекламаций по фурнитуре была заметной.
При всех своих преимуществах, ручки с квадратным штифтом вставного типа — не универсальное решение. Есть случаи, где их применение неоправданно или даже невозможно.
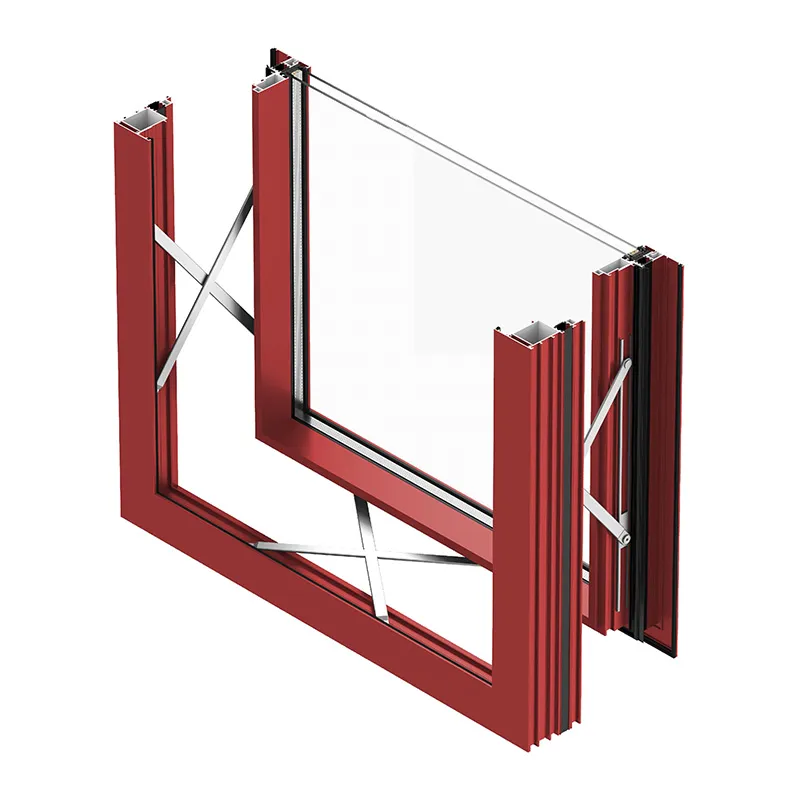
Например, ретрофит (модернизация) старых окон. Если стоит старый профиль без соответствующего фурнитурного паза, фрезеровать его на месте — гиблое дело. Точности не добиться, к тому же есть риск ослабить сечение профиля. В таких случаях проще и надёжнее использовать ручки с усиленным круглым штифтом и дополнительными стопорными пластинами, хотя это и менее элегантное решение.
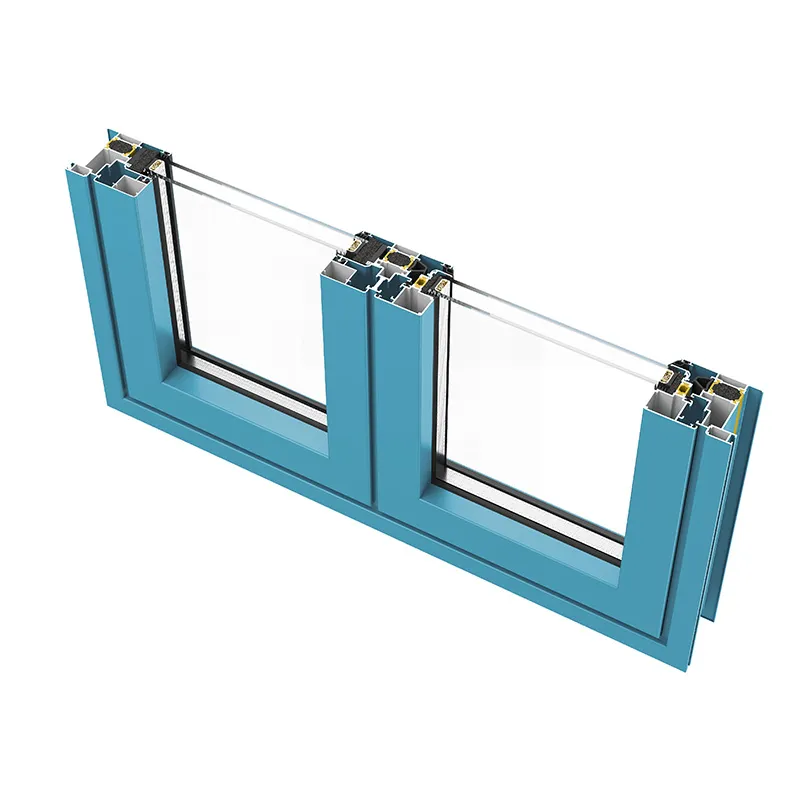
Другой случай — профили очень малого сечения (например, для некоторых видов раздвижных систем или декоративных перегородок). Там просто физически нет места для формирования полноценного квадратного паза достаточной глубины. Попытка втиснуть его ослабит профиль. Тут идут на компромиссы, используя специализированную, часто винтовую, фурнитуру.
И, наконец, вопрос экономики. Для объекта, где окна открываются два раза в год для мытья, переплачивать за систему с квадратным штифтом может быть излишним. Хотя, с другой стороны, это вопрос философии: делать ?как получится? или изначально закладывать максимальный ресурс. Мы всегда склоняемся ко второму, но клиент не всегда готов платить за этот ресурс.
Сейчас наблюдается интересная тенденция. Ведущие производители профильных систем и фурнитуры двигаются к большей интеграции. Речь идёт не просто о совместимости, а о создании единых стандартов на узлы крепления. И вставной квадратный штифт здесь — один из ключевых кандидатов на роль такого стандарта для ответственных соединений.
Прецеденты уже есть. Некоторые европейские системы для пассивных домов уже предписывают использование именно такого типа крепления ручек для всех наружных створок. Это прописано в их технических условиях. Думаю, со временем эта практика будет расширяться, потому что преимущества с точки зрения долговечности и предсказуемости поведения узла — очевидны.
Это, кстати, снова возвращает нас к важности работы ?от пресс-формы?. Компании, которые, подобно ООО Шаньси Цзянькэ Энергосберегающие Материалы, фокусируются на разработке стандартов технологической и equipment-системы, оказываются в более выигрышной позиции. Они могут заложить точные параметры критических элементов, таких как паз под квадратный штифт, ещё на этапе проектирования оснастки. Это даёт стабильное качество на выходе, что в итоге снижает общие издержки для всех участников цепочки — от производителя профиля до монтажника и конечного пользователя.
Так что, подводя неформальный итог: ручка с квадратным штифтом — это не ?просто ручка?. Это индикатор подхода к проектированию всего узла. Если видишь её в проекте — значит, кто-то думал о ресурсе и надёжности всерьёз. А если она стоит криво и люфтит — значит, на каком-то из этапов (профиль, фурнитура, монтаж) сэкономили или схалтурили. И исправить это потом, увы, гораздо сложнее, чем сделать правильно с самого начала.